MB+ 4.2韌體/固件更新
主要是改進下列幾項,
1. 控制更精準, 穩定.
2. 在離地前機身能穩定, 不會有側倒問題.
3. 內部緩起動在搭配外部定速時可用StudioX取消.
4. 救機主要是加了震動偵測功能, 在不同姿態,依然能正確判斷機體姿態而正確的救機, 並讓救機控制能更精準及平順穩定.
韌體更新的功能可參考這裡, 中間有一個 Firmware version available 可展開有說明.
野獸更新要另購專用 USB, 接到 SYS 端口,
並至 Microbeast 官網下載 StudioX 程式
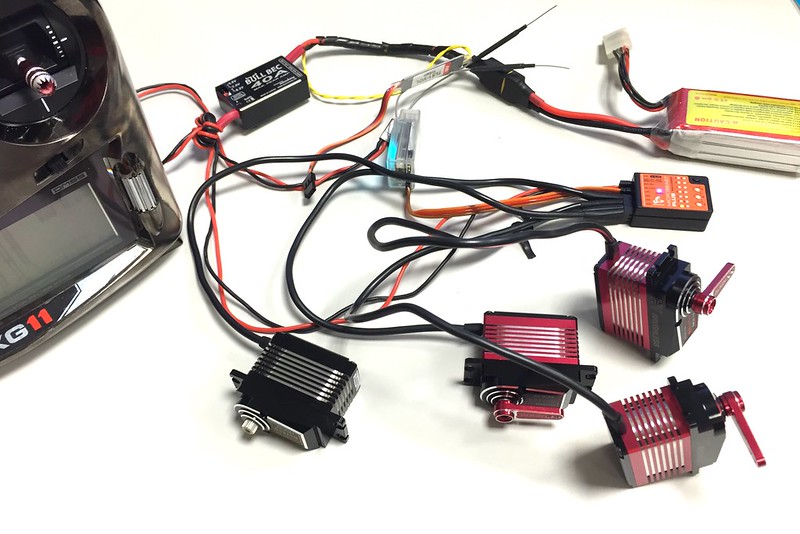
1.野獸送BEC電力
2.StudioX啟動
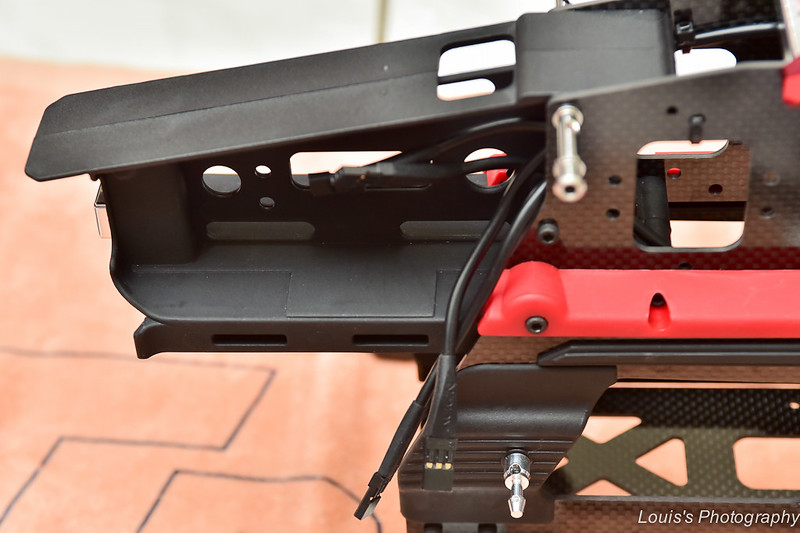
3.USB接上電腦, 照片中, 專用USB 是接到野獸+ 的 SYS 端口. 而紅黑那條是BEC供電

4.第一次使用StudioX, 先建立帳號 (Email, 密碼), 註冊你的MB+(只要按下 register 按鈕, 很快)
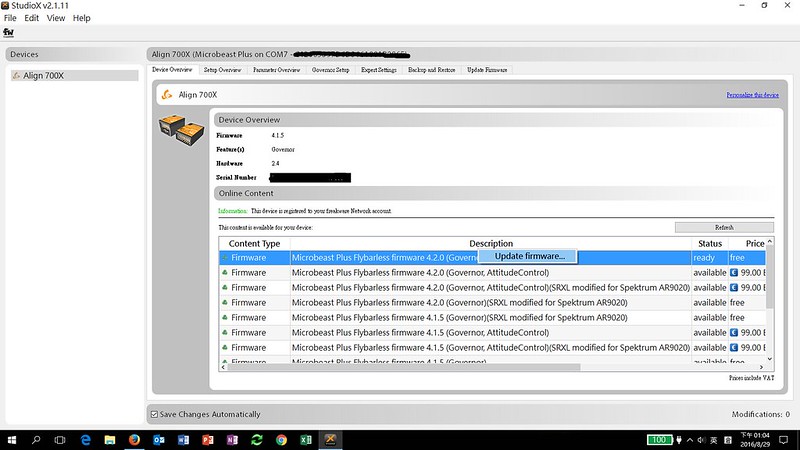
5.接下來會列出可昇級的韌體.
6.選擇你要更新的韌體, 第一次是提出請求(Request) , 這時StudioX會下載更新韌體.
7.完成後, 再選擇一次會更新韌體 (update firmware) , 就會上載至MB+
8.建議新韌體更新完要設定重置再重新設定一次. (重置方式: 在設定模式下,亮A功能時, 按下鈕不放10秒,直到A-N來回燈號閃一次).
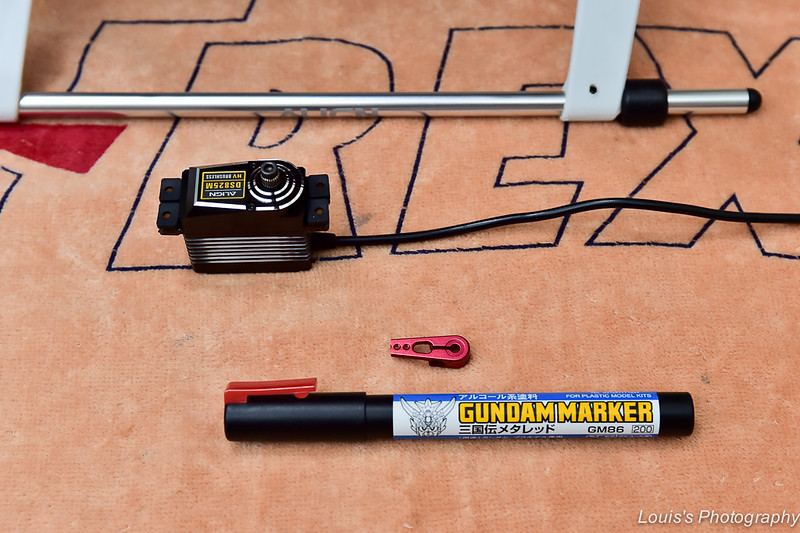
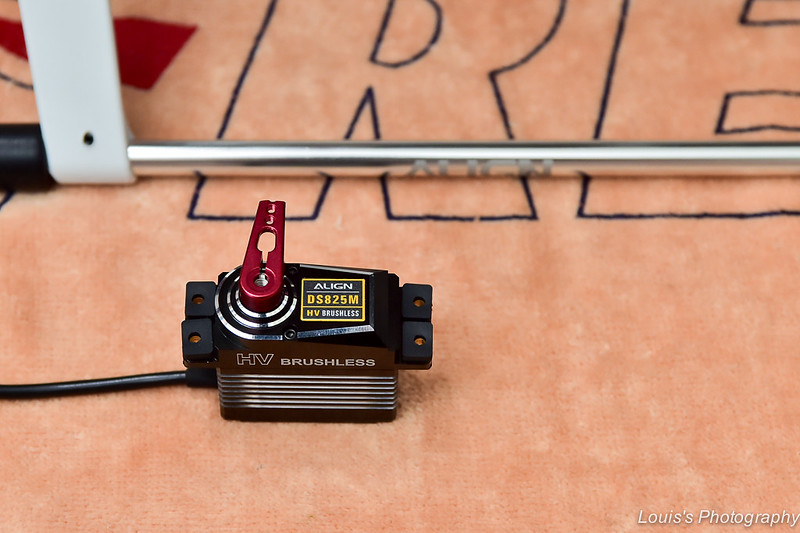
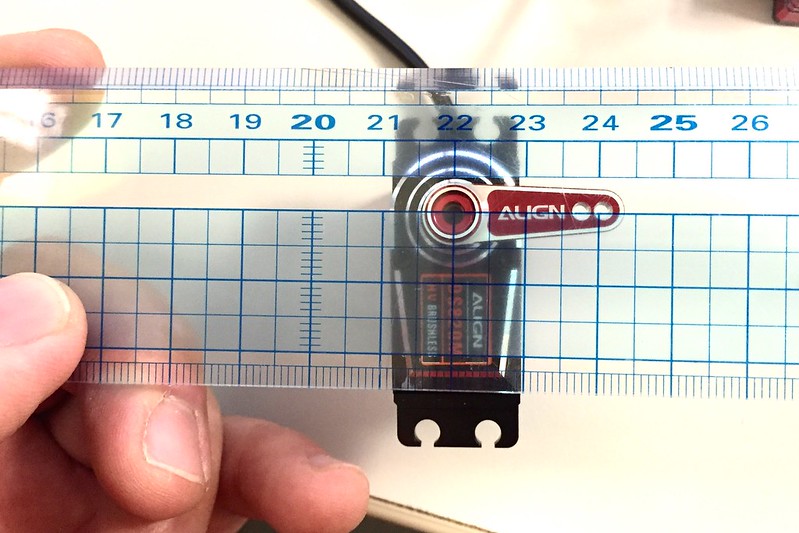
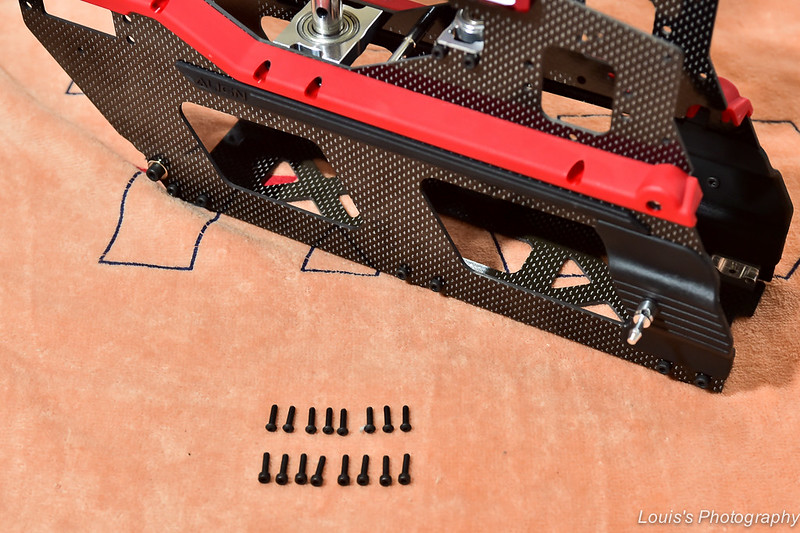
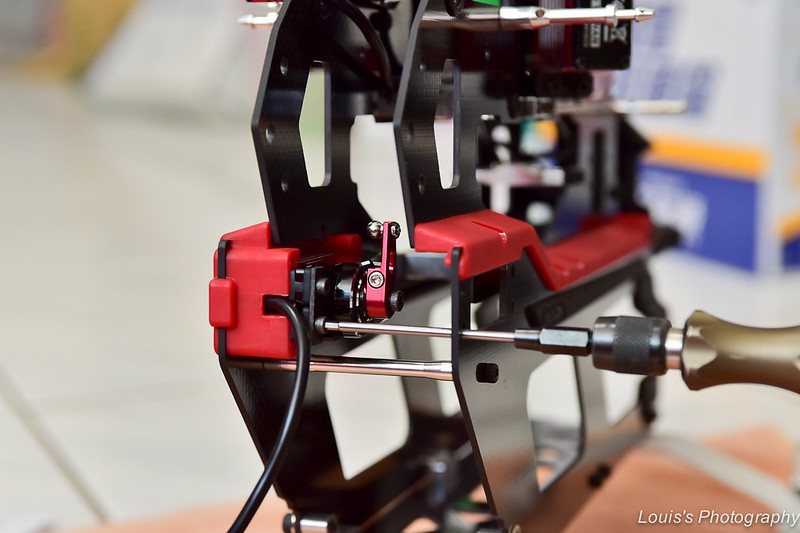
尾舵機金屬臂裁切
而700X套件裡附的尾舵臂為塑膠舵臂,因為舵機是FUTABA相容輸出齒。所以我換成這種四孔式的,原塑膠舵臂是16.5mm,而這支金屬舵臂內一孔是15.5mm,內二孔是18.5mm。所以我採用內二孔的方式。因為我前一架700E也是用這支舵臂,用18.5mm的鎖尾在解析度及反應上都沒有問題。

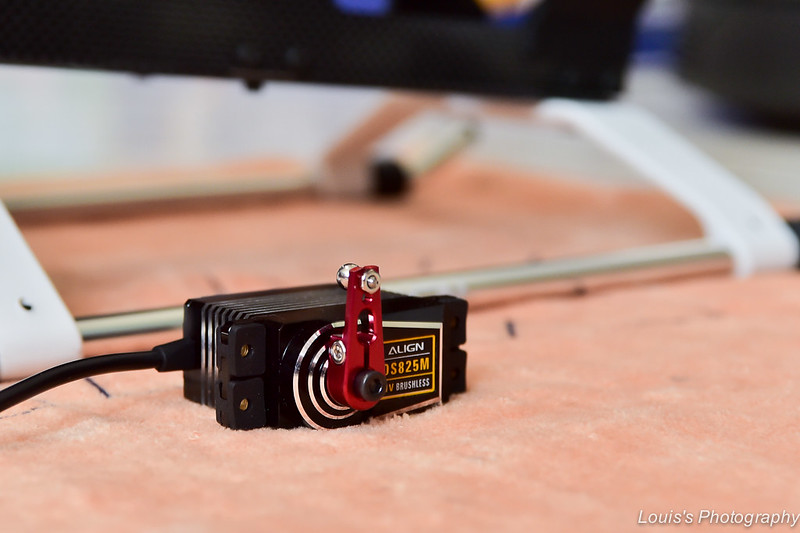
唯一的問題是尾管固定座下方沒有太大空間,舵臂必須裁切。所以要請出手持電鑽用小砂輪片切割,以方便等下上舵臂調中立點時可以用。

總算切割好,真硬@@"

但,切割後的斷面是銀色的,所以用紅色鋼彈筆把斷面塗成紅色。
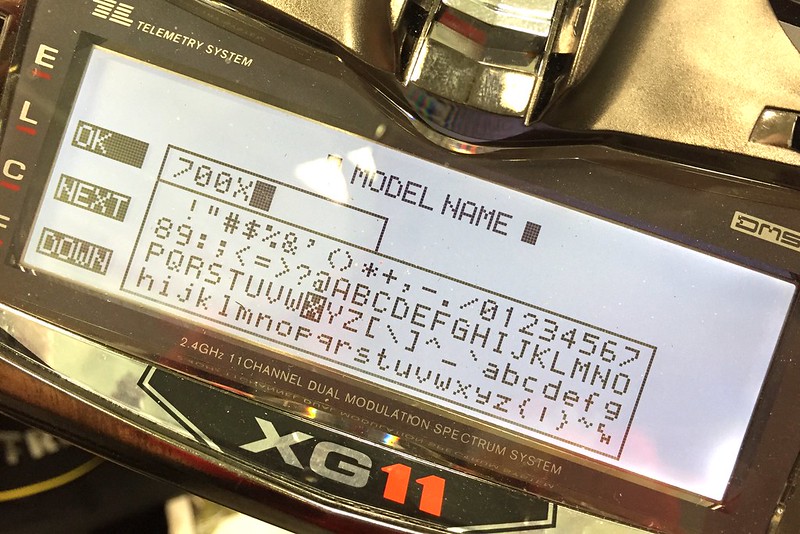
遙控器設定
700X,是時候了^_^",每次建立新模型,心中總有一股莫名的興奮。先建立一新模型,十字盤種類選Normal
/ H1 / 1 Servo 90。
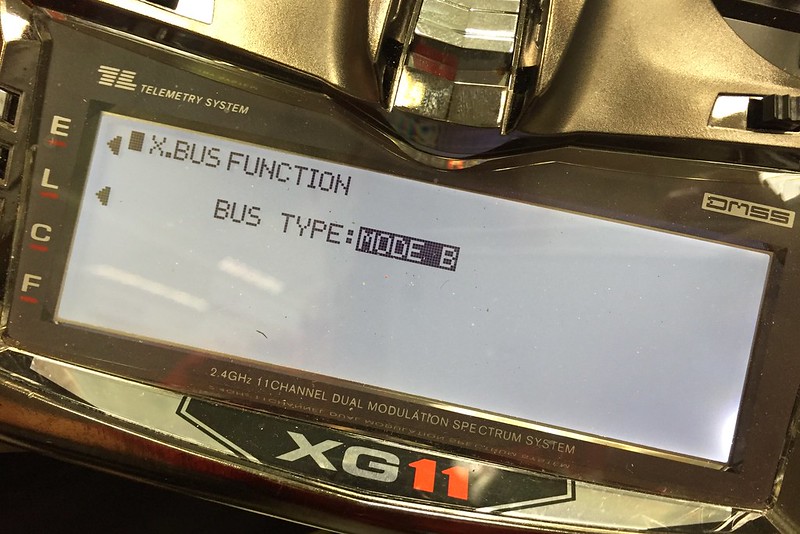
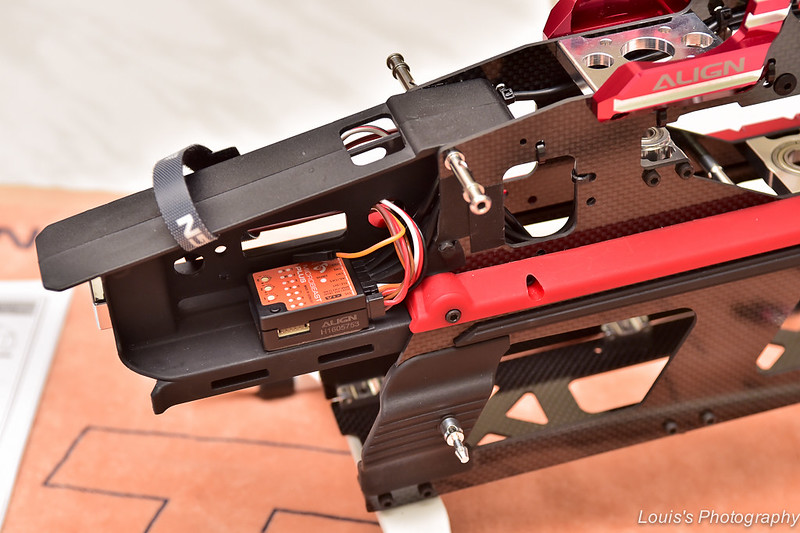
而這次接收是使用JR 613BX,照片中右方那顆接收。

而MB+配合XBUS接收時,遙控器要設定為Mode B。在MB+ 選擇接收種類則要選擇SRXL。另外JR XG控的AILE通道要反轉,不然MB+提供的通道正反轉選項裡不會有對的組合可選。接著遙控器先跟接收完成配對。
舵機中立點調整
我習慣在舵機未鎖上機身前,先做好中立點校正及上舵臂的動作,因為這樣可以利用尺或量角器精準調整舵臂至水平。但MB+預設的接收種類為傳統接收,所以要先選擇相對的接收種類。而在MB+中,JR XBUS對應的是SRXL。
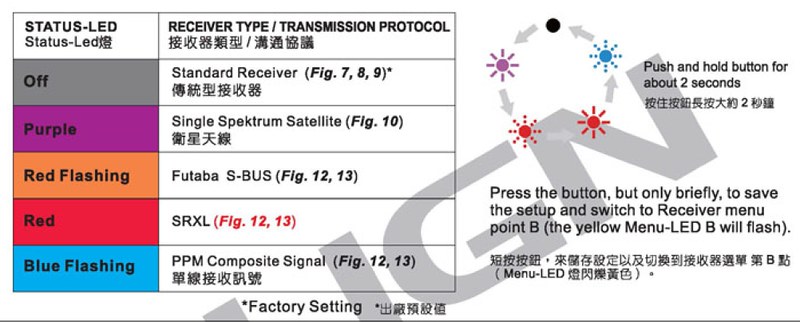
MB+接收通道選擇
1. 按下MB+選擇鈕不放並接上BEC供電,在燈號A閃爍時放開,這時狀態指示燈應為黑色,也就是一般傳統接收。
2.這時按下選擇鈕2秒,就可切換使用接收種類。而SRXL為紅燈。
3.再短按一下選擇鈕,這時指示燈為燈號B,而燈號為藍燈,表示接收種類已設定完成。本應接下來要手動設定各對應通道,這時可以用內建的通道對應就可以了,所以長按選擇扭則會跳到N,準備進行失控保護。
4.這時油門搖桿移到最低點再短按一下選擇鈕則完成失控保護設定。
MB+基本設定至舵機中立點-功能G
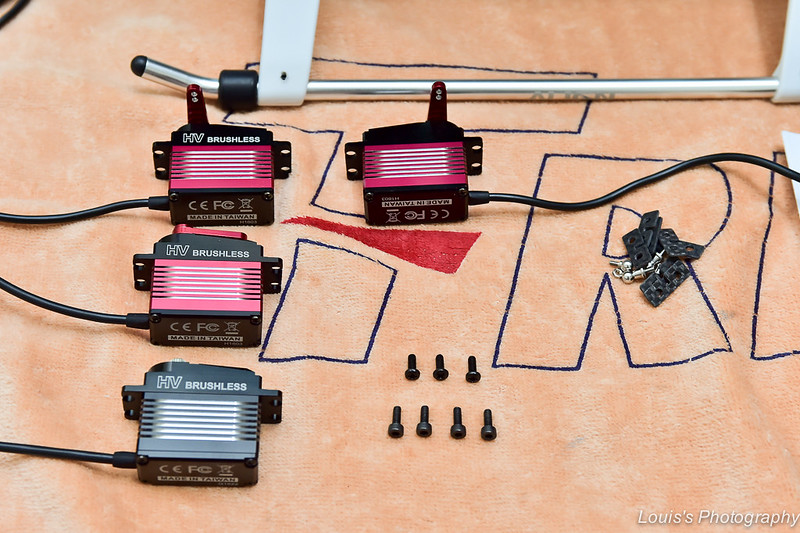
先把舵機含CCPM三顆按照機身上的相對位置擺好,但尾舵先不要接上。接著送電。這時因為接收事先跟遙控器配對完成,MB+也選好接收種類,所以這時MB+應會開機完成。
接著按下選擇鈕直到燈號A持續恆亮不閃爍再放開就進入設定模式。
MB+ 功能A - MB+安裝方向
這次MB+的安裝方向平放,有燈號面朝上,接線口朝機尾,所以應要選擇燈號為紅燈。這跟之前3.2.x 單純只選擇是水平或垂直不同。

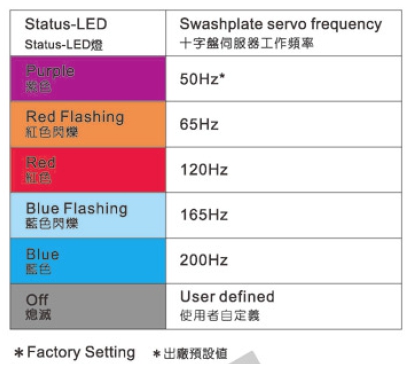
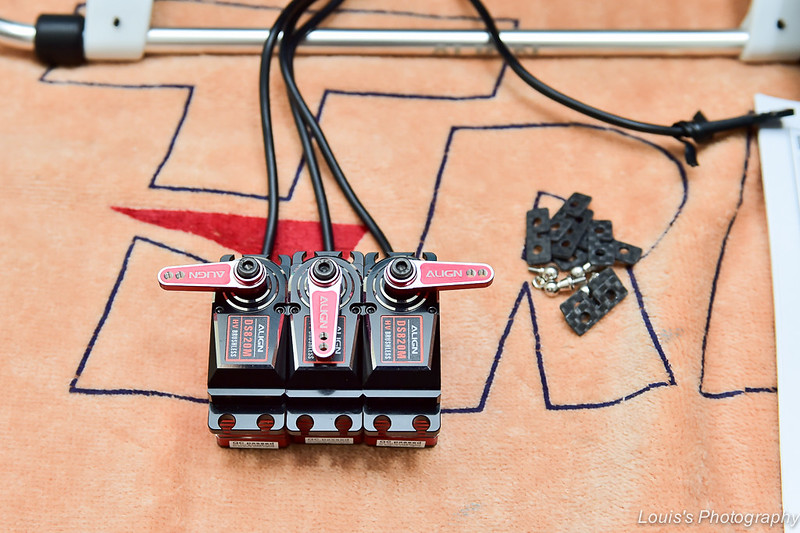
MB+ 功能B : 十字盤伺服機頻率設定。
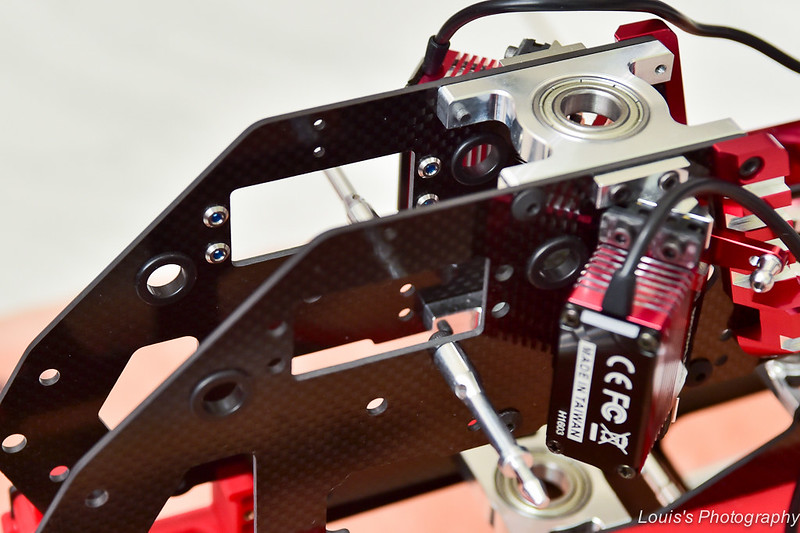
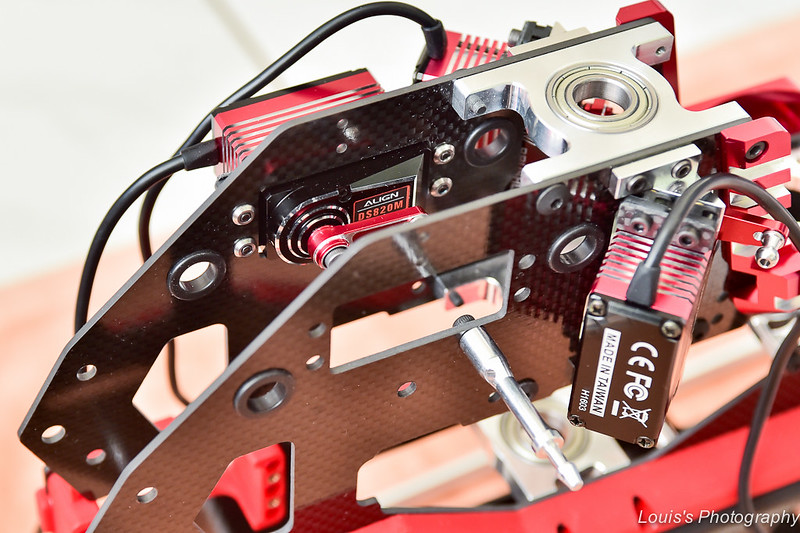
亞拓CCPM伺服器 DS820M請選200Hz,也就是藍燈。
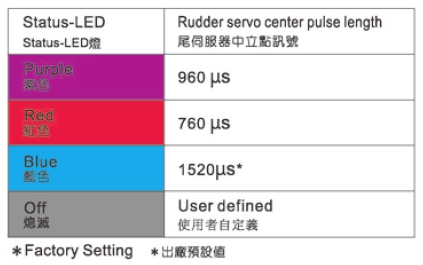
功能C : 尾伺服器寬窄頻設定
在這裡要選尾舵中立點頻率。亞拓的尾舵伺服器DS825M請選擇1520us,也就是藍燈。
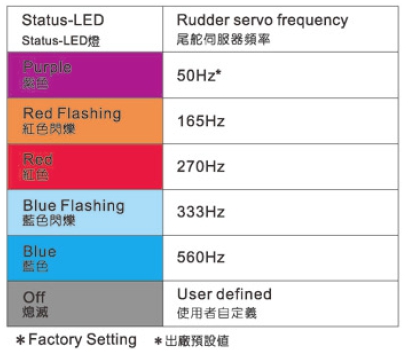
功能D : 尾伺服器工作頻率設定
這裡要按照使用伺服機的廠牌,型號來選擇合宜的工作頻率。亞拓尾舵伺服器DS825M請選擇333Hz,也就是藍色閃爍。在選擇完尾舵伺服器的工作頻率後,這時才把尾舵伺服器接上MB+的 CH4插槽。
這時尾舵伺服器會停在中立點的位置,在這裡你有4分鐘的時間可以慢慢的調整。而中立點的調整方式跟以前一樣,伺服器舵臂找最接近中立點的齒位上舵臂,不可再用遙控器的subrim調整。如果沒有剛好垂直的齒位,建議找垂直但略偏機首的齒位,這樣尾舵臂的移動相對於滑套行程的機械線性度會較好。
因為亞拓機尾軸滑套在機械左右行程相等時,尾螺距為0度。而在MB+尾中立點時要有2-3度右螺距時,而相對的是右旋尾軸滑套機械行程(靠近尾波箱側)比左旋尾軸滑機械行程來的小。
而舵機舵臂的圓周運動,在舵臂過了45度時。X分量隨著角度增加,增加的量是減少的。也就是說左旋時尾舵臂移動行程變長,如果再加上舵臂如太短,使得舵臂轉動大於45度,在行程尾端,舵機的運動是很沒效率的,線性度變差。舵機要移動較長距離,滑套才能移動一點。
就算再快的舵機,如因用較短的舵臂而使需要的舵機行程變長,效率差的幅度遠比舵機速度能補的。於是在亞拓機上,舵臂應採略偏機首的中立點。這樣才能讓滑套全行程跟舵機舵臂圓周運動線性度最佳範圍匹配,進而保持一定效率及線性度。同樣亞拓機.做2-3度夾角, 尾舵臂完全垂直,跟略偏機首一點, 這時尾機械左右行程一樣沒變. 但, 陀螺儀的左右行程在比例就不同。
裝上球頭,這金屬舵臂的另一好處是跟CCPM一樣是舵臂本身有螺牙,再加上螺母固定會更穩固。
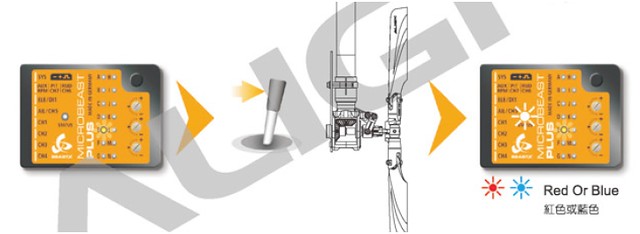
而尾旋翼則調整拉桿長度至有2-3度右自旋螺距。以450/500級約間距4mm,550-800級間距約10mm。實際夾角要多少則要昇空實測才行。以停懸15-20秒,尾不會慢慢右偏為基準。
功能E : 尾舵行程量設定
這功能因現在尾管總成尚未安裝,先暫時跳過
設定時,可以慢慢的一次打一點尾舵直到滑套到達邊界且不干涉為止。這時尾舵搖桿回中再等一下,看到MB+指示燈閃了幾下再回到恆亮就表示這邊界已記憶完成。再移向另一邊重覆同樣動作。而恆亮時是紅或藍則看你是移向那一邊來決定。
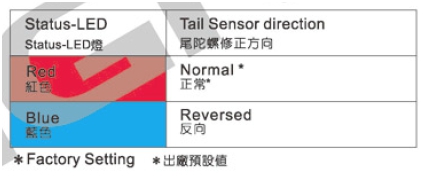
功能F : 設罝尾舵陀螺修正方向設定
這功能因現在尾管總成尚未安裝,先暫時跳過。
在這裡把直昇機尾波箱提起,左右來回晃。當尾波箱往左時,尾軸滑套應要往右;反之尾波箱往右晃時則滑套應往左。如果滑套跟你晃的同向則搖一下尾舵選擇另一個設定。
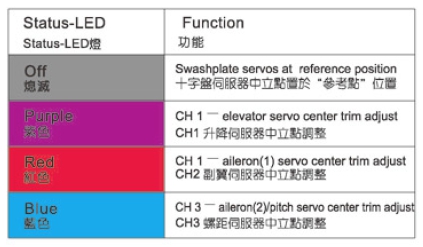
功能G : 設定十字盤伺服器中立點
在這功能G就是要調三平,如同之前在3GX DIR裡一樣。
1. 舵機舵臂水平。
2.十字盤水平。
3.集體螺距零度。
而目前先進行舵機舵臂水平調整。剛進功能G時,這時狀態指示燈是熄滅的,這時三個伺服器都停在原來中立點訊號的位置。這時要找最接近水平的齒位上舵臂。接著再逐一調整各伺服器舵臂至水平,調整的方式很簡單,當你打一下尾舵時,可調整的伺服器就會跳一下提示你。一直往同方向打就會三顆輪流跳完再回到未校正的中立點訊號位置。而要調整時,只要上下打昇降搖桿就可進行微調。
而在中立點微調時,可以用尺或量角器等輔助工作來確定舵臂中立點的確在水平位置。不要相信自己眼睛,要相信器材,因為量好完全水平時,眼睛目測大多是歪的。^^
而舵機臂的固定螺絲原為M3x8十字螺絲,在這裡改用芳生M3x8mm圓頭螺絲。
這舵機臂螺絲一樣要上點螺絲膠,但不要太多,就一到二螺牙薄薄就好,可以再上好膠20-30分鐘轉開再旋入。主要是要它的止滑效果。
固定前方2, 3 號舵機及尾舵的M2.5x10mm半圓頭螺絲換成M2.5x10mm圓頭芳生螺絲。
個人習慣換成圓頭螺絲,除非有空間上的限制或考量。
舵機訊號線的杜邦接頭上也用簽字筆先寫好 1 2 3 R 的代號,以方便等下走線完能正確識別相對應的舵機。

舵機鎖到舵機座上時,不可鎖到底。只要鎖到工字型橡膠墊側邊微凸即可。如果不知力道多大,可以先把 1 號舵機鎖好再參考鎖的力道。而700X在 1 號舵機座的設計跟之前也不同了,是採用內嵌固定螺牙座的方式,所以螺絲膠要先點在螺牙座上。
點上藍色T43螺絲膠的 1 號舵機固定座,光線透過螺絲膠呈現的藍色反光有著另一種美感。
舵機耳朵要裝上工字型橡膠墊及銅環,注意工字型橡膠墊的方向性及銅環的方向。工字型橡膠墊一面積較大,另一面較小。較大的那面是朝外要再加上碳纖固定片,較小的那面則向著機身或舵機固定座。
螺絲鎖時要多大力道? 可參考 1 號舵機鎖時的力道。M2.5x10mm螺絲剛好鎖到切齊固定螺牙座,再觀察舵機耳朵上工字型橡膠墊外凸的狀態。而其他舵機如 2號 3號及尾舵則按此力道鎖上。
到這裡就完成了CCPM三顆舵機的固定。
鎖上尾舵機固定座時,訊號線可從靠機尾這端有一走線孔走出。亞拓真是貼心,連這小地方都注意到了。注意螺絲鎖的力道跟之前CCPM一樣,而起子可從對面相對的孔位伸過來鎖定。
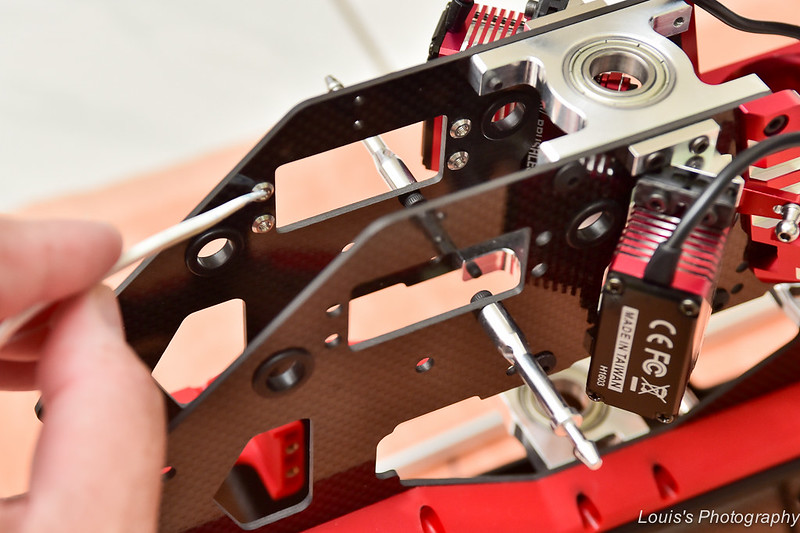
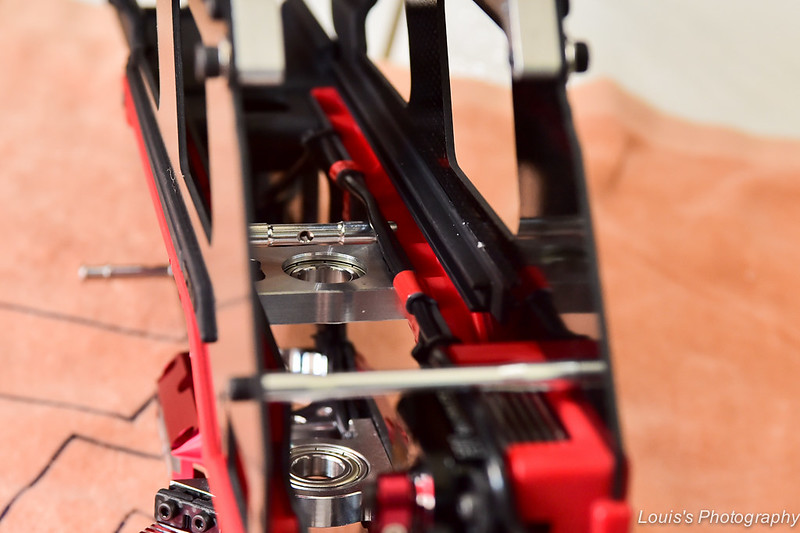
走線
這次700X在設計時就有考量走線的空間及固定孔。加上DS820M, DS825M的訊號線都包有防護層,不用再另外包蛇管防磨,這真是貼心啊 !
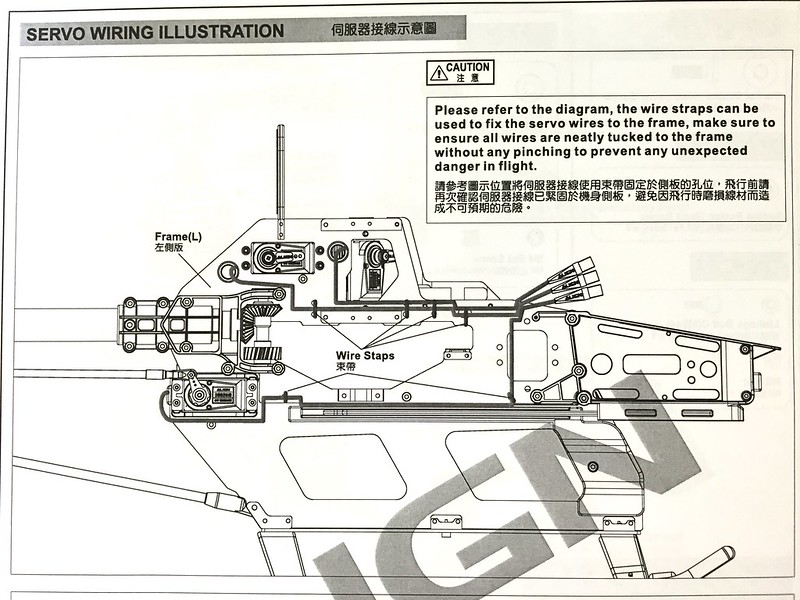
按照說明書的建議,走線很方便又好看。而雖然是窄式機身,工具伸進去走線也游刃有餘。
而很多固定孔位也都留在內側,在外觀上也看不到。這....真是比我還龜毛啊。
在整線時,也可暫時把馬達固定座拆下。這樣更方便走線整理。
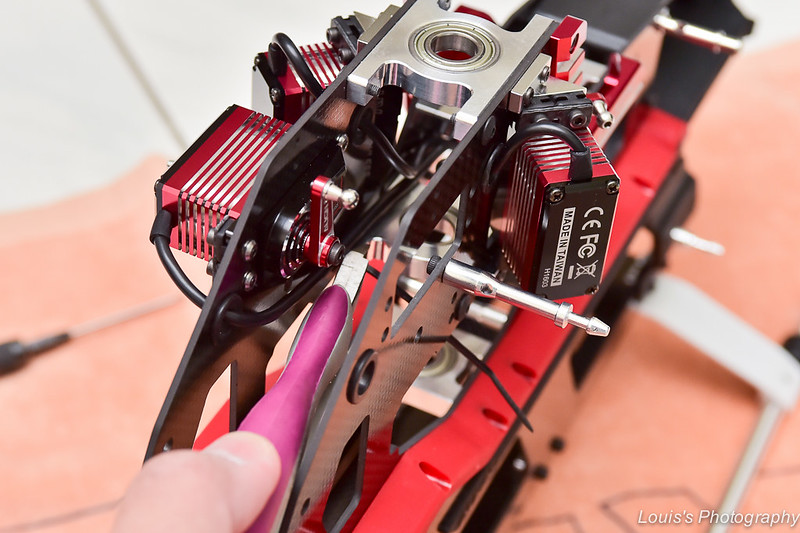
而舵機訊號線雖有包上防磨層能有效的保護訊號線,但另一個角度來考慮的限制就是較不好收納。所以在走線時,考慮到長度以及在內側會不會因為震動而有偏向主軸的風險。所以在 2號舵機剛出來往下走跟 1號舵機交會處,再加上束線固定。
而3號舵機走線考慮最後不好收納餘線的部分,所以往內一出來時,先往後走到後段固定孔位再往前走。這樣除更穩固外,走到前方陀螺儀時,長度也剛好。
而尾舵舵機訊號線也不用再加上延長線就可以走到前端H座。但,在機身內側走時只有前後二個固定孔,感覺中段靠近第三主軸固定座附近的固定力道不足。所以利用3M VHB膠帶分別在第三主軸固定座前後各加一固定點,這樣才讓線的固定更穩。
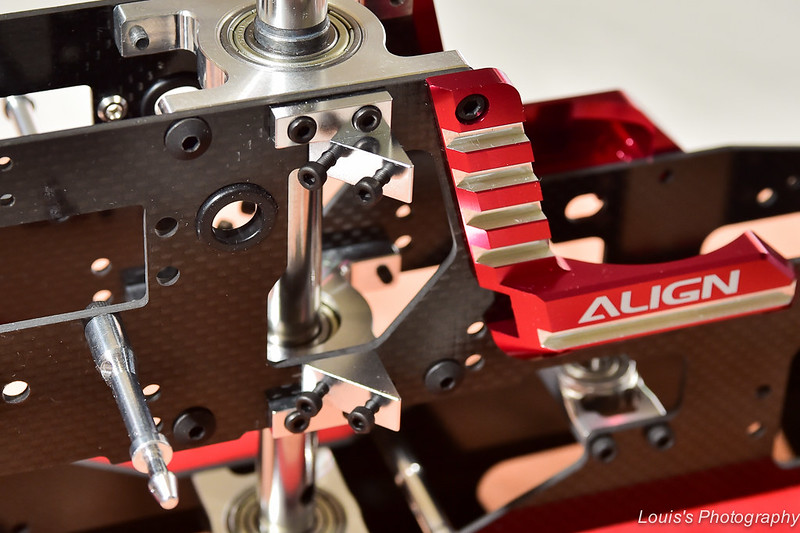
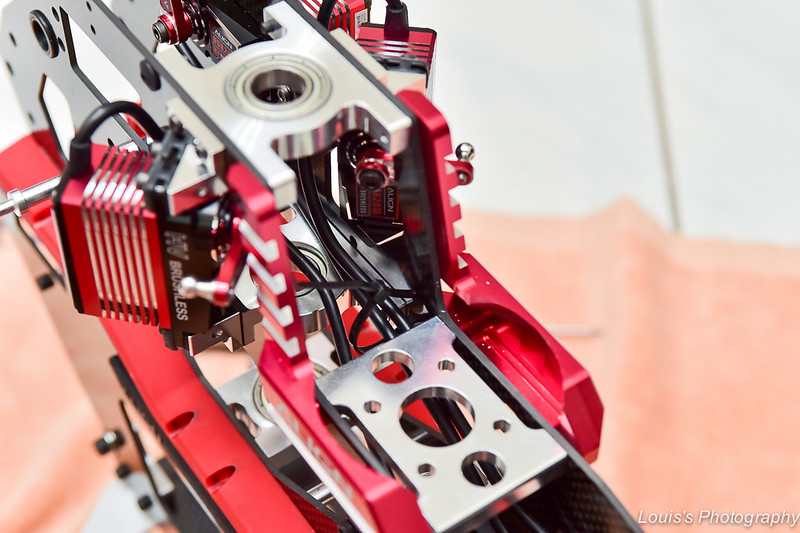
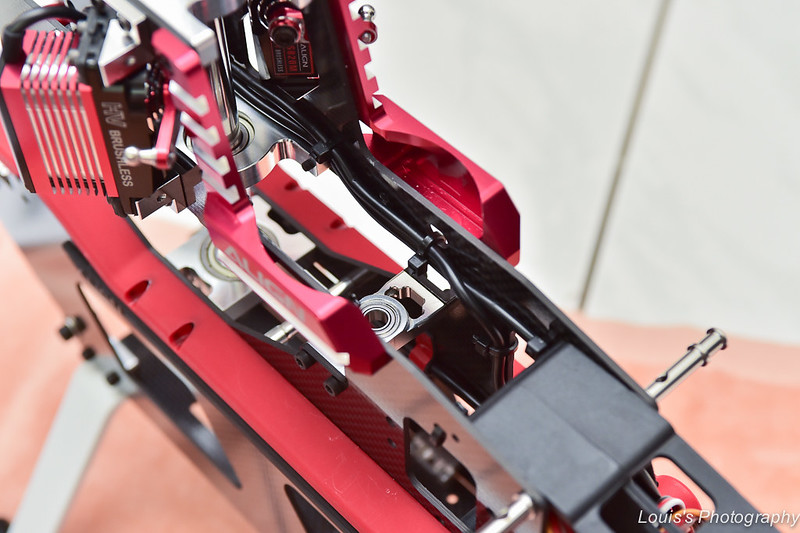
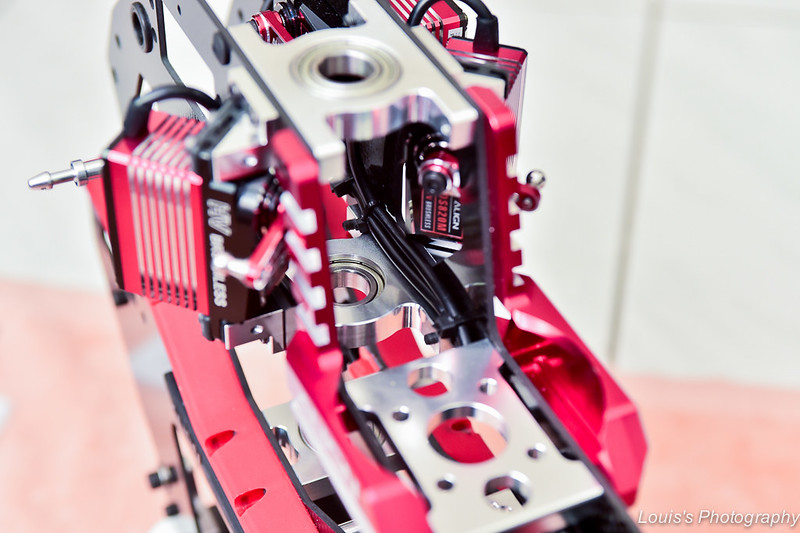
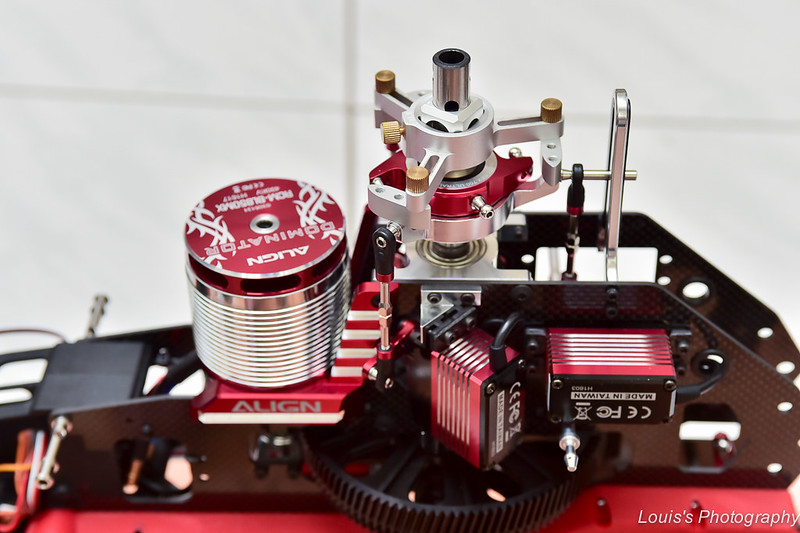
MB+的安裝
MB+在 700X 安放的位置有二個選擇,一是在H座中間正後上方,一是在H座左側方(由機尾往機首方向)。看個人較喜歡那個位置。這次我選擇在H座左側方,因為這位置是離馬達及電變最遠的位置,可降低干擾的風險。而亞拓也很貼心的在H座左側方平面有一個平台,讓你可以水平的安放MB+。
安放在這裡是我有試過中後上方平台來回二次試裝的選擇,但也不是沒有缺點。
1. MB+第三旋鈕調整較不易。
2.H座由機身過來的下方孔位較小,訊號線必須走上方孔位再往下走到MB+,但訊號線因最後防護套的關係較不易彎。
3.而且這平台座離H座後方太近,如先固定好MB+再接線實不好接。所以我是訊號線先接上MB+再把MB+固定黏貼到H座。

而這走法目前也的確不方便維護,我想我一定會再改走線的。也建議亞拓這H座平台面可以往機首再延伸一點,再加上H座由機身進線孔,下方可以開大一點,這樣線可水平進線,也方便接線維護。
十字盤球頭上膠
要用到的球頭全都已假組在十字盤上了,不用再找球頭。只要一一上膠即可。

而且要注意螺距拉桿球頭在十字盤假組是鎖在內孔,但上膠時要鎖在外孔喔。

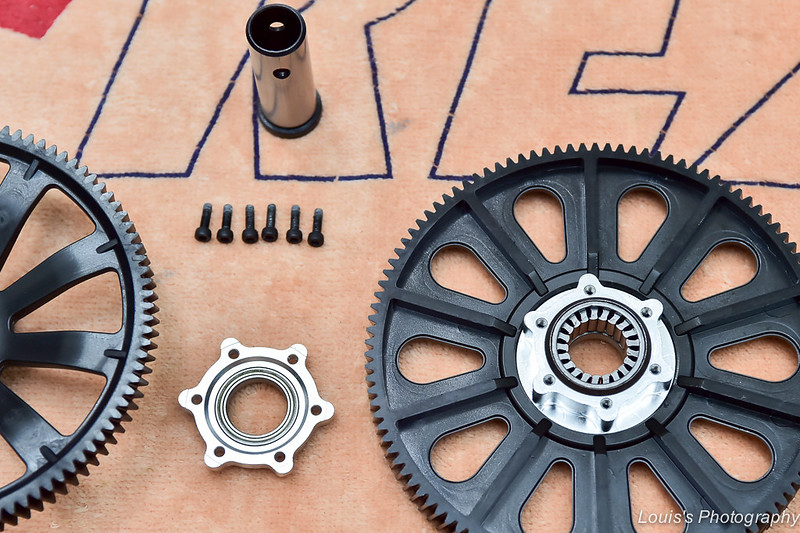
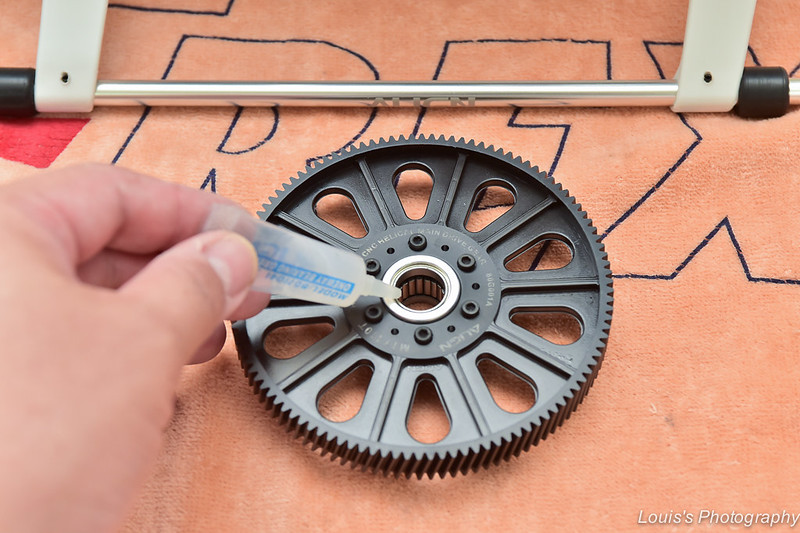
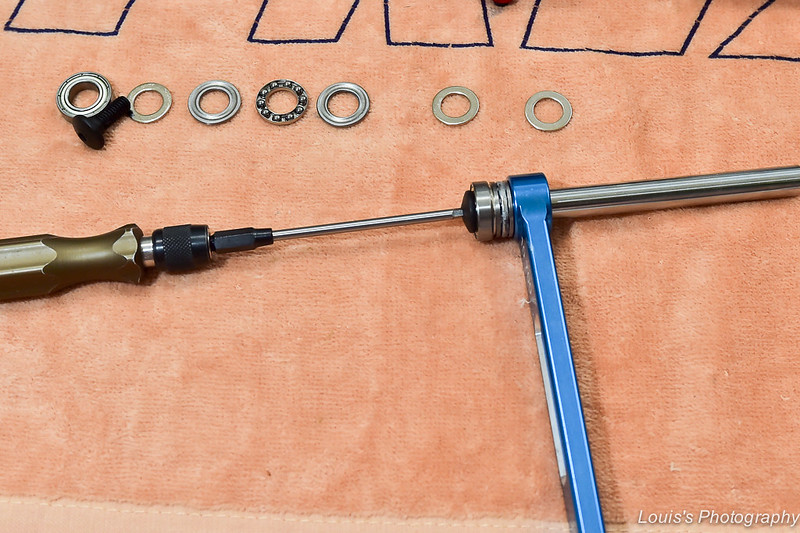
主齒盤單向軸承上油
拆開單向軸承下座,原則上這單向軸承下座螺絲是有上膠, 但輕轉就可轉開。打開下座蓋,可以看到單向軸承,在取出前先記下單向軸承的方向。
先在單向軸承外側上潤滑油,再放回單向軸承上蓋裡。

在鎖回單向軸承下座前,先把螺絲膠點在螺牙座裡。
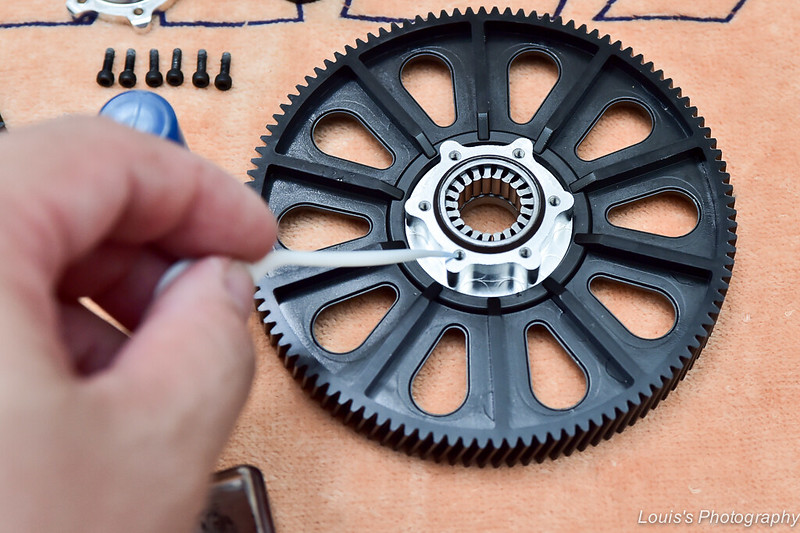
而單向軸承的裡側也要上潤滑油,再套上單向軸承套。而單向軸承套在推入時可慢慢來回旋轉數次,讓潤滑油均勻塗布在單向軸承而不會被軸承套推擠出來。而單向軸承中心座固定在主齒的螺絲稍為輕轉了一下螺絲並轉不開,應是有上膠了,所以就不轉開了。
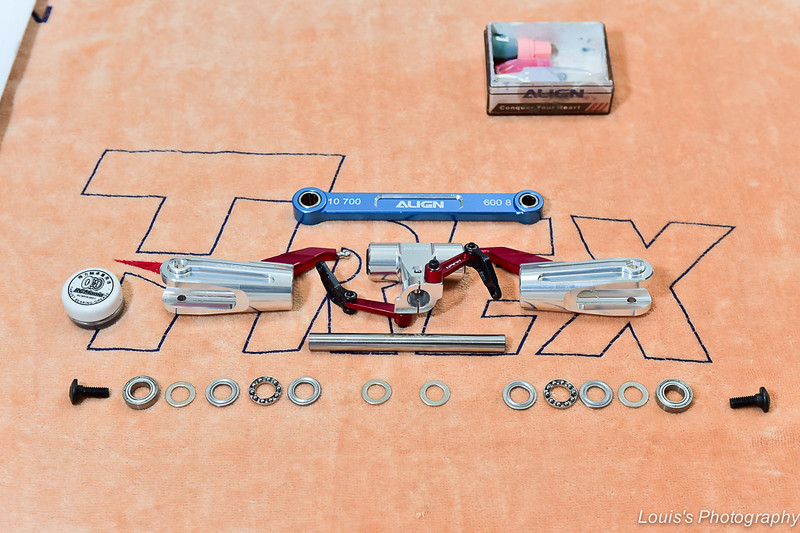
旋翼頭的組立
先把假組好的旋翼頭零件拆好,按照安裝順序排好,等一下安裝時才不容易出錯。
先用酒精或去漬油把橫軸內側螺牙以及橫軸螺絲的油門清理乾淨。
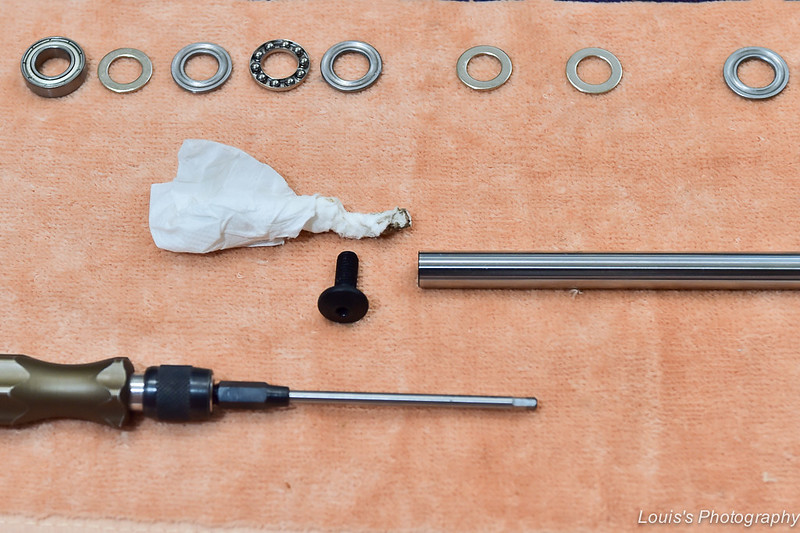
止推潤滑油是使用RCM止推專用潤滑油,這潤滑油黏性較好,較不易被甩出,用力給它塗滿就對了。
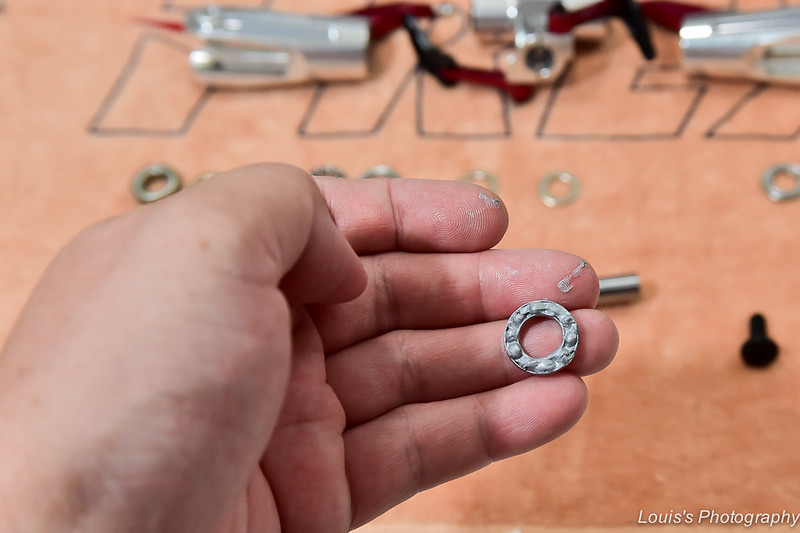
第一端的止推可以先按順序上在亞拓橫軸扳手上,較方便上油好拿。

利用橫軸扳手輔助一邊先用橫軸螺絲上膠略為鎖緊即可。
這時橫軸穿過一端的主旋翼夾,而最外側培林建議不用上膠,這樣保養要拆時較容易,有虛位時換掉培林即可。而培林加止推推到底時,注意旋翼夾內側有一圈標示線,培林應跟那一圈標示線切齊,如果沒有切齊表示裡面有零件沒裝好或少裝了。

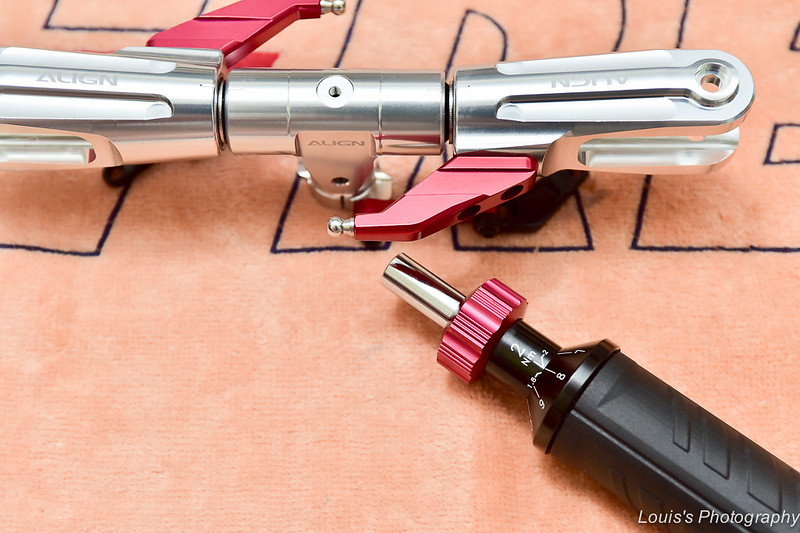
另一側止推也上潤滑油後按順序置入。而在旋翼頭橫軸螺絲鎖的力道在說明書中有載明為 20kg-cm, 也就是 1.96Nm。所以用扭力起子精準設為扭力為 1.96Nm再把橫軸螺絲鎖緊。沒有扭力扳手也沒關係,就轉到底再加一點力道即可。

有了扭力起子幫忙,鎖橫軸就不用怕用力過頭了,用力催下去即可。XDD
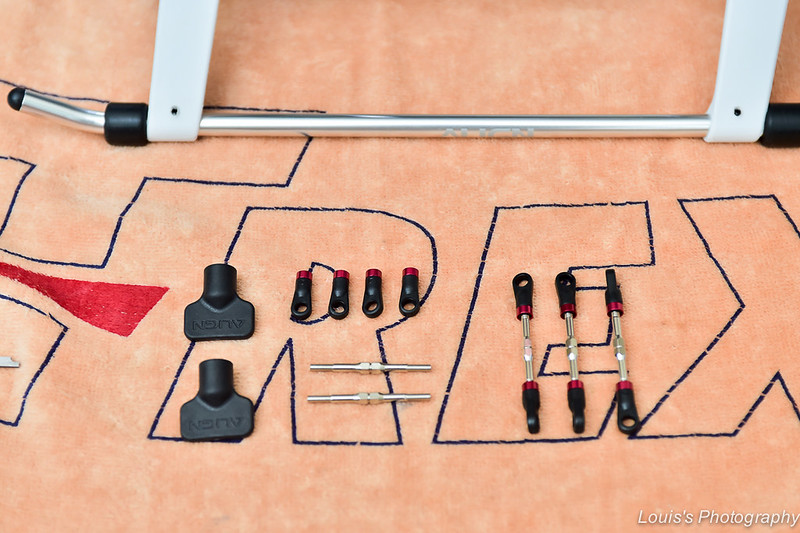
連桿地獄
每次轉連桿頭,都要轉到手痛@@"。幸好現在亞拓有出連桿扳手,才能輕鬆的轉連桿頭。700X的CCPM連桿跟螺距連桿是一樣的都是43mm長度。

只差別在CCPM連桿中間露出長度為29mm,而螺距連桿略短為27mm。
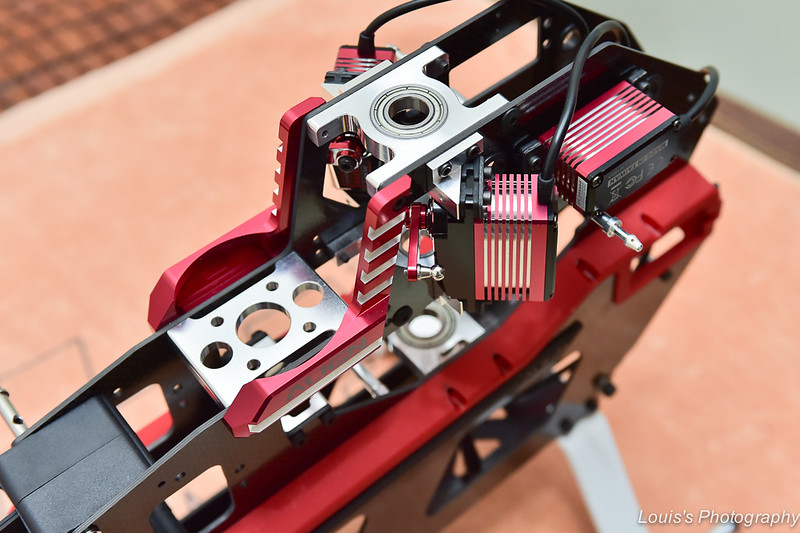
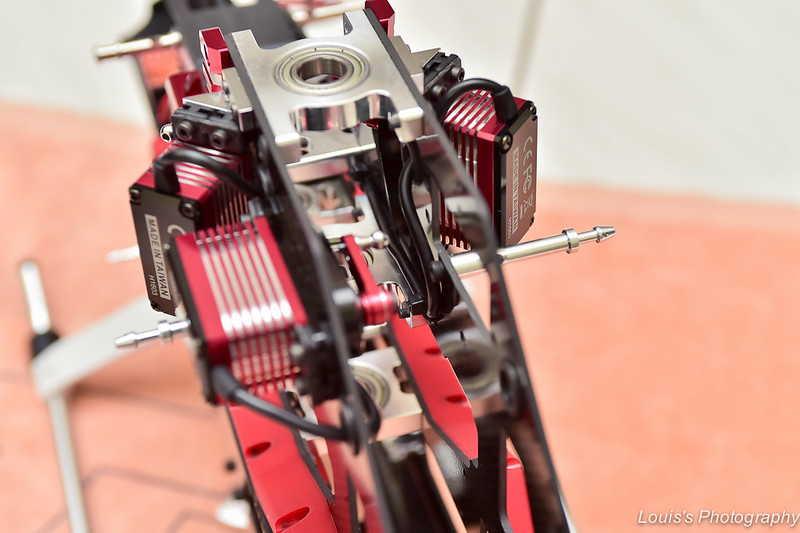
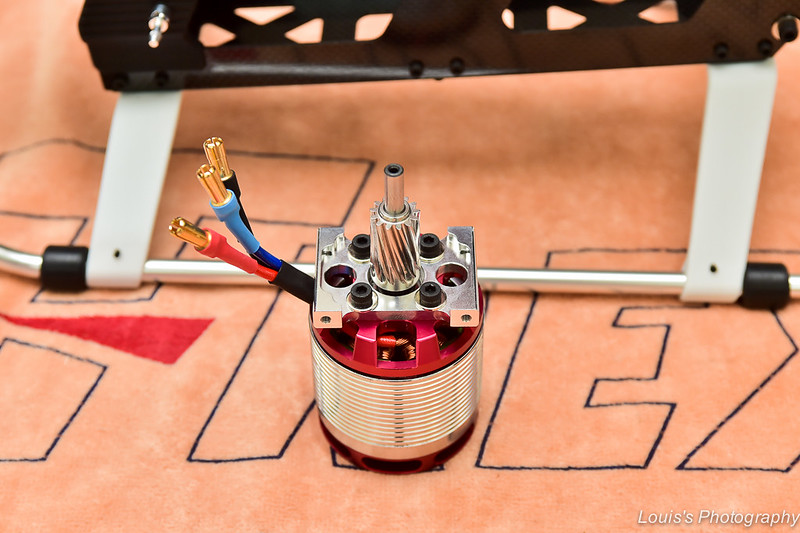
850MX/490KV鎖上馬達座
之前馬達座四顆螺絲未上膠,就是現在要拆下安裝馬達了。850MX/490KV真是有份量@@"。
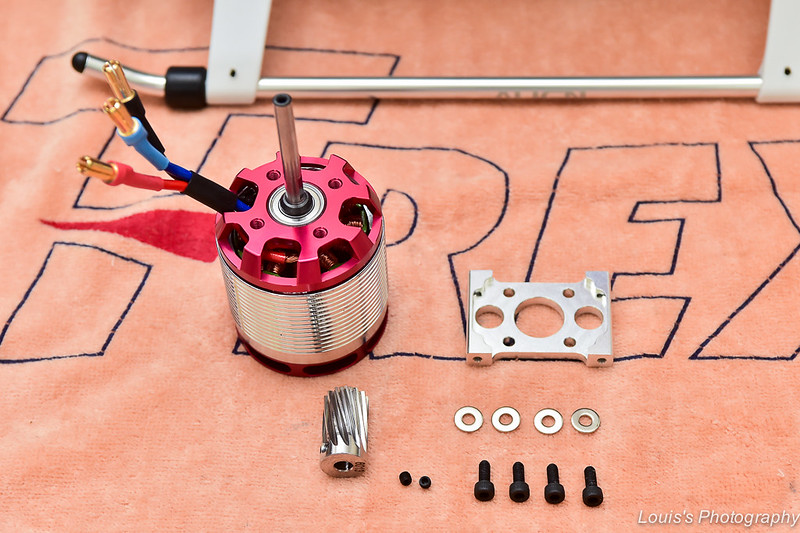
固定馬達的四顆螺絲可以先上膠,但馬達齒則先暫時推到最底靠近馬達,而二顆止洩螺絲先不要上膠,等下調整好位置再上膠。
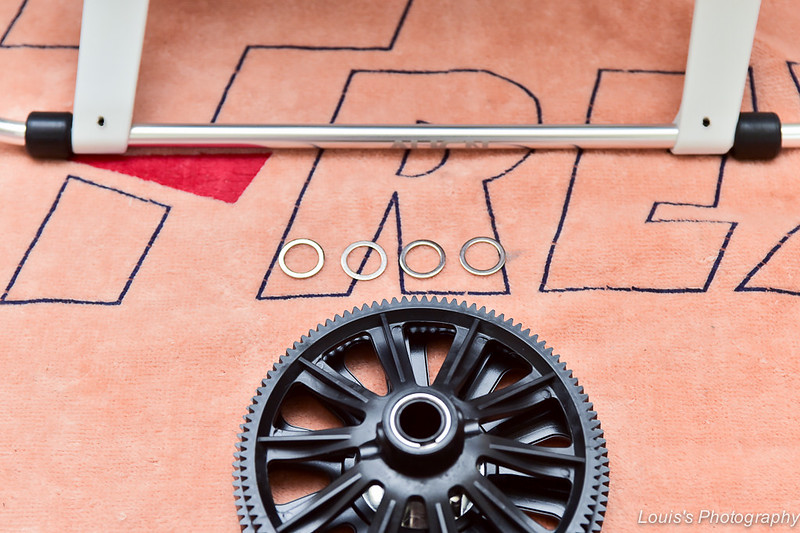
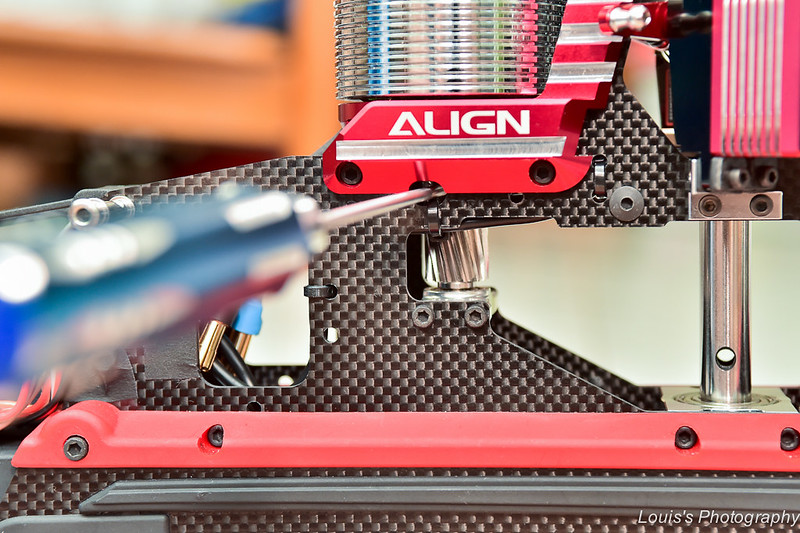
在裝上主軸,鎖上主齒時,利用套件裡附的四片不同厚度的墊片調間隙。如果間隙調到最後比最薄的墊片還小,則可忽略。完全沒有間隙有時反而會讓主軸轉動不滑順。
這裡為了說明如何調整馬達齒孔位,所以暫把主齒拿掉。實際上要把調好間隙的主齒裝上去,起子由這調整孔穿入放鬆止洩螺絲,把馬達齒對齊主齒下緣後再鎖緊二顆止洩螺絲。
接著開遙控器,BEC送電。MB+進入設定模式至功能G,這時推一下尾舵讓CCPM進入中立點位置,再用十字盤配平器把十字盤配平。
配平好十字盤就準備上主旋翼頭,這真是藝術品啊。而700X在固定旋翼頭的方式也改變了。過去是一支長M4螺絲加止滑螺母以及二支短M4要上膠的螺絲,但這樣要拆旋翼頭維護時較不方便。現在改成二支長M4螺絲加止滑螺母,真是太讚啦。

而未上槳及螺距規前,可以利用旋翼夾上的零度螺距基準線來調整。原則上只要按照說明書調好連桿長度,舵機中立點準確,進入MB+設定功能G,這時應是剛好會是0度螺距。

再看一次主旋翼頭,紅色的剪型臂真是太美了,重新設的FL旋翼頭但卻是用DFC主軸,真是太讚啦。

到這裡就完成電裝基本組裝及旋翼頭組安裝和基本調機,只剩下尾管總成,RCE-BL130A電變安裝就可以了。
下一篇,是尾管總成安裝,RCE-BL130A設定以及最後的調機。
延伸閱讀
力與美的極致表現-Align 700X 到港及組裝前準備事項
力與美的極致表現 - Align 700X 機身組立篇
力與美的極致表現 - Align 700X 電裝及主旋翼頭組立篇
力與美的極致表現 - Align 700X 電裝及主旋翼頭組立番外篇
力與美的極緻表現-700X 尾雙推安裝注意事項
力與美的極致表現 - Align 700X 電變/電調及尾管總成組立安裝
力與美的極致表現- Align 700X 試機
力與美的極致表現-700X 第一道工法 - 換裝 102T:23T M1尾驅動主齒
力與美的極致表現 - 700X 第二道工法 - 換裝加強型尾管固定座
力與美的極致表現- 700X第三道工法-邁向700XT之路
力與美的極致表現- 700X第三道工法-邁向700XT之路-試機篇
力與美的極致表現- 700X第五道工法-強化傳動力
力與美的極致表現- 700X第六道工法-換裝加強型尾支撐桿
沒有留言:
張貼留言